Acil Işık için Alüminyum OEM Kalınlığı 0.2mm 4mm 94v0 PCB
Acil durum ışığı için OEM Alüminyum PCB Devre Kartları İmalatı 94v0
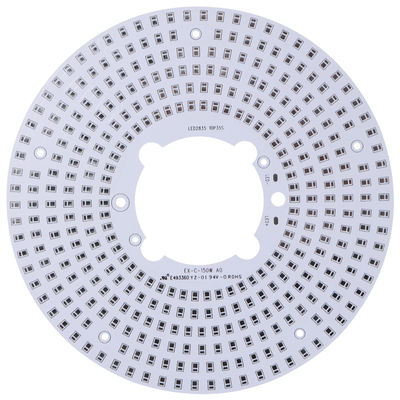
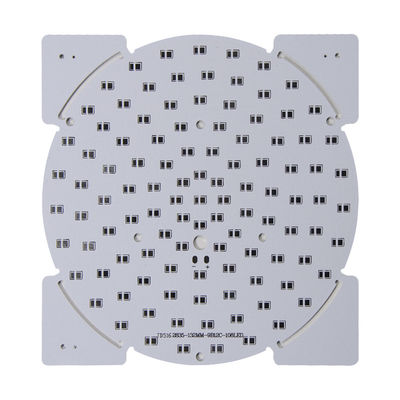
Alüminyum PCB, son yıllarda mükemmel ısı dağılımı, işlenebilirlik, boyutsal kararlılık ve elektriksel özellikleri ile hibrit entegre devreler, otomobiller, ofis otomasyonu, yüksek güçlü elektrikli ekipman, güç kaynağı ekipmanı ve diğer alanlarda yaygın olarak kullanılmaktadır.Alüminyum alt tabaka esas olarak ısıl iletkenlik, voltaj değeri ve ısıl direnç değerini görmek içindir, alüminyum alt tabakanın ömrü ve ömrü ile ilgilidir.
1. Alüminyum PCB proses akışı:
Açılış → Delme → Kuru film → Muayene → Dağlama → Pozlama → Soulder maskesi → Serigrafi → Muayene → Kalay Sprey → Alüminyum yüzey işleme → Delme → Son kontrol → Paketleme → Nakliye
3. Spesifik üretim süreci ve özel üretim parametreleri:
3.1 Açılış
3.1.1 Gelen muayeneyi güçlendirin (alüminyum yüzey üzerinde koruyucu film bulunan levha kullanılmalıdır).
3.1.2 Açıldıktan sonra fırın tepsisine gerek yoktur.
3.1.3 Nazikçe tutunuz, alüminyum taban yüzeyinin (koruyucu film) korunmasına dikkat ediniz.
3.2 Delme
3.2.1 Delme parametreleri FR-4'ünkilerle aynıdır.
3.2.2 Açıklık toleransı son derece dardır.4 OZ'nin bakır tabanı, dalga tepelerinin oluşumunu kontrol etmeye dikkat etmelidir.
3.2.3 Bakır kaplama yukarı bakacak şekilde delikler açın.
3.3 Kuru film
3.3.1 Gelen muayene: Levhayı taşlamadan önce, alüminyum taban yüzey koruyucu filmi kontrol edilmelidir.Hasar görmüşse, ön işlemden önce mavi yapıştırıcı ile yapıştırılmalıdır.
3.3.2 Frezeleme: sadece bakır yüzey işlenir.
3.3.3 Filmleme: Hem bakır yüzey hem de alüminyum taban yüzeyi filme alınmalıdır.
Film sıcaklığının sabit olduğundan emin olmak için öğütme plakası ile film arasındaki süreyi 1 dakikadan az olacak şekilde kontrol edin.
3.3.4 Klape: Klapenin doğruluğuna dikkat edin.
3.3.5 Maruz kalma: Maruz kalma kuralı: 7 ila 9 ızgara artık yapıştırıcıya sahiptir.
3.3.6 Geliştirme: Basınç: 20 ~ 35psi, Hız: 2.0 ~ 2.6m / dak
Her operatör, koruyucu film ve alüminyum alt tabaka üzerinde çiziklerden kaçınmak için dikkatli olmalıdır.
3.4 Muayene
3.4.1 Devre yüzeyi, MI gereksinimlerine göre her bir içeriği kontrol etmelidir.
3.4.2 Alüminyum taban yüzeyi de kontrol edilmelidir.Alüminyum taban yüzeyindeki kuru filmde film düşme ve hasar olmamalıdır.
3.5 Dağlama
3.5.1 Bakır taban genellikle 4 OZ olduğundan, dağlama sırasında bazı zorluklar olacaktır.İlk tahta, tahta olarak kullanılmadan önce ustabaşı tarafından onaylanmalıdır.Panoda çizgi genişliği ve çizgi boşluğu üzerindeki nokta kontrolleri güçlendirilmelidir.Çizgi genişliği her 10PNL kartında kontrol edilmeli ve kaydedilmelidir.
3.5.2 Önerilen parametreler: Hız: 7 ~ 11dm / dak Basınç: 2.5kg / cm2
Özgül ağırlık: 25Be Sıcaklık: 55 ° C
(Yukarıdaki parametreler yalnızca referans içindir, test sonuçlarına tabidir)
3.5.3 Filmi çıkarırken, 4 ~ 6 dakika arasındaki zaman kontrolüne dikkat edin, çünkü alüminyum ve NaOH reaksiyona girer, ancak filmin temiz olduğundan ve film sırasında filmin ısınmasına izin verilmediğinden de emin olmalıdır.Alüminyum yüzeyinde koruyucu film olmayan levha, film bırakma sıvısından kaldırıldıktan sonra, levha zamanında kalamazsa, alkali sıvının alüminyum yüzeyi ısırmasını önlemek için levha üzerindeki film bırakma sıvısının suyla yıkanması gerekir. .

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!